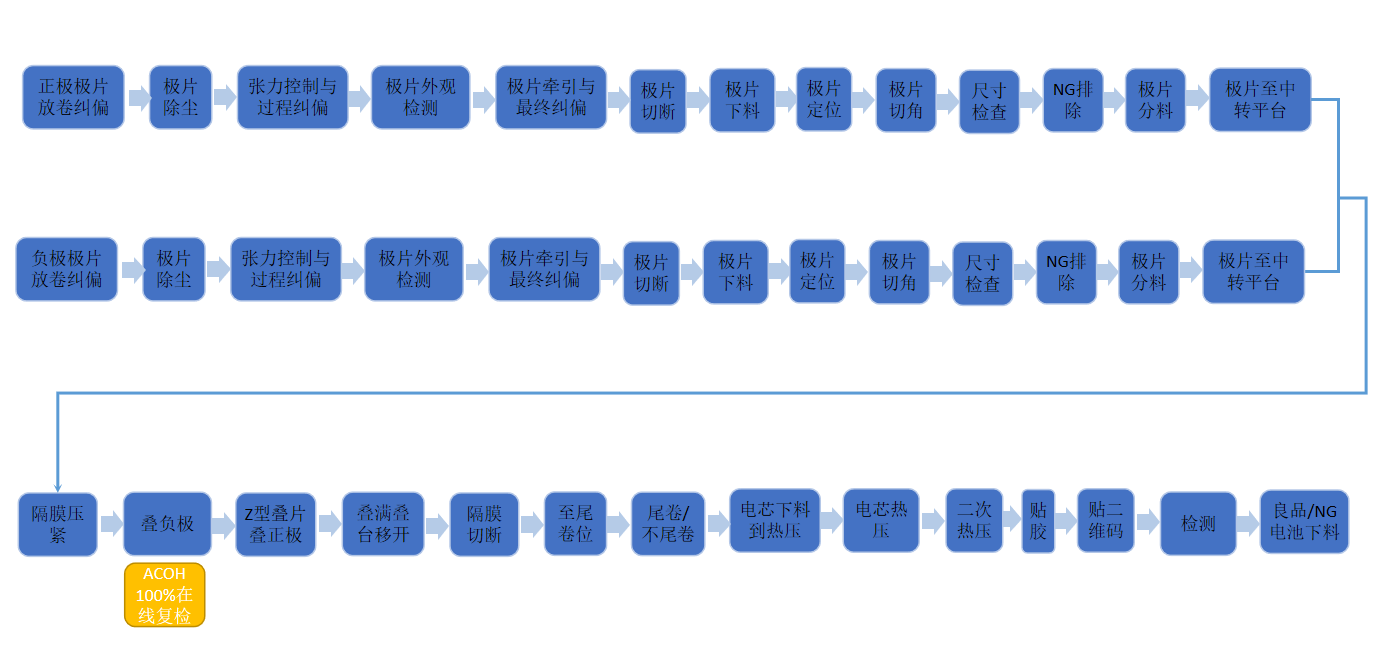
疊片與卷繞的工藝差別主要在模切和極組成型。在模切工序,傳統卷繞采用雙邊模切,模切極耳間距不等,沖切位置有 Mark 孔進行定位;而疊片采用單邊模切,極耳間距相同,會進行等間距切斷。在極組成型工序,卷繞正負極片連續,疊片是片狀物料,在層數相同的情況下,相較于卷繞電池,疊片電池的極耳數量多一倍,同時隔膜張力幾乎為零,孔隙率和原材料保持一致。目前市場上主流疊片機設備路線主要有 Z 字型疊片機、切疊一體機、熱復合疊片機和卷繞一體機四種,其中 Z 型疊片目前在國內應用最廣泛,熱復合疊片機技術難度更高,卷疊一體機涉及到日韓專利,國內應用較少。 疊片顯著提升電池能量密度和安全性,劣勢在于效率和工藝控制等方面。和卷繞電池相比,疊片電池具有一定優勢:1)更高的體積能量密度上限:在相同體積的電芯設計情況下,疊片電芯的能量密度高出約 5%左右;2)更穩定的內部結構和更高的安全性:不存在拐角內應力不均勻問題,每層膨脹力接近,因此可以保持界面平整,內部結構更穩定,同時拐角處受力均勻,斷裂風險降低;3)更長的循環壽命:極耳數量是卷繞電池的 2 倍,內阻相應降低 10%以上,循環壽命比卷繞高 10%左右;4)更適合做高倍率、大尺寸和異型電池。但疊片也存在生產效率較低、良率較低、設備投資大、工藝難度大等劣勢,是此前制約大批量生產的主要因素。